
5. MECANIZAR LA PEANA
Cómo mecanizar peanas de metacrilato con una CNC de sobremesa
El mundo del mecanizado por arranque de viruta o fresado con una CNC de sobremesa cabría esperar que fuera, por área técnica, bastante preciso. Sin embargo, la realidad es que la variabilidad entre máquinas y herramientas es muy elevada. Esto hace que los parámetros de corte sean recomendaciones en las que la puesta en práctica es la verdadera guía. Por ello es fundamental ir documentando los ajustes que vamos haciendo hasta conseguir el acabado que buscamos. No solo se trata de que el mineral encaje en la peana, sino de que el acabado de la superficie sea fino. Con ello, no solo aseguramos un buen resultado en el metacrilato, sino que alargamos la vida útil de las fresas y hacemos sufrir menos a la máquina.
Qué materiales necesitamos para mecanizar metacrilato
- Una CNC de sobremesa.
- Una z-probe o sonda z.
- Una morzada o unas abrazaderas para fijar las peanas durante el proceso de mecanizado.
- Peanas de metacrilato.
- Fresas de 1/8 flat nouse de 1 flauta.
- Fresas de 1/8 ball nouse con diámetro de corte de 1mm.
- Una suscripción a Easel Pro
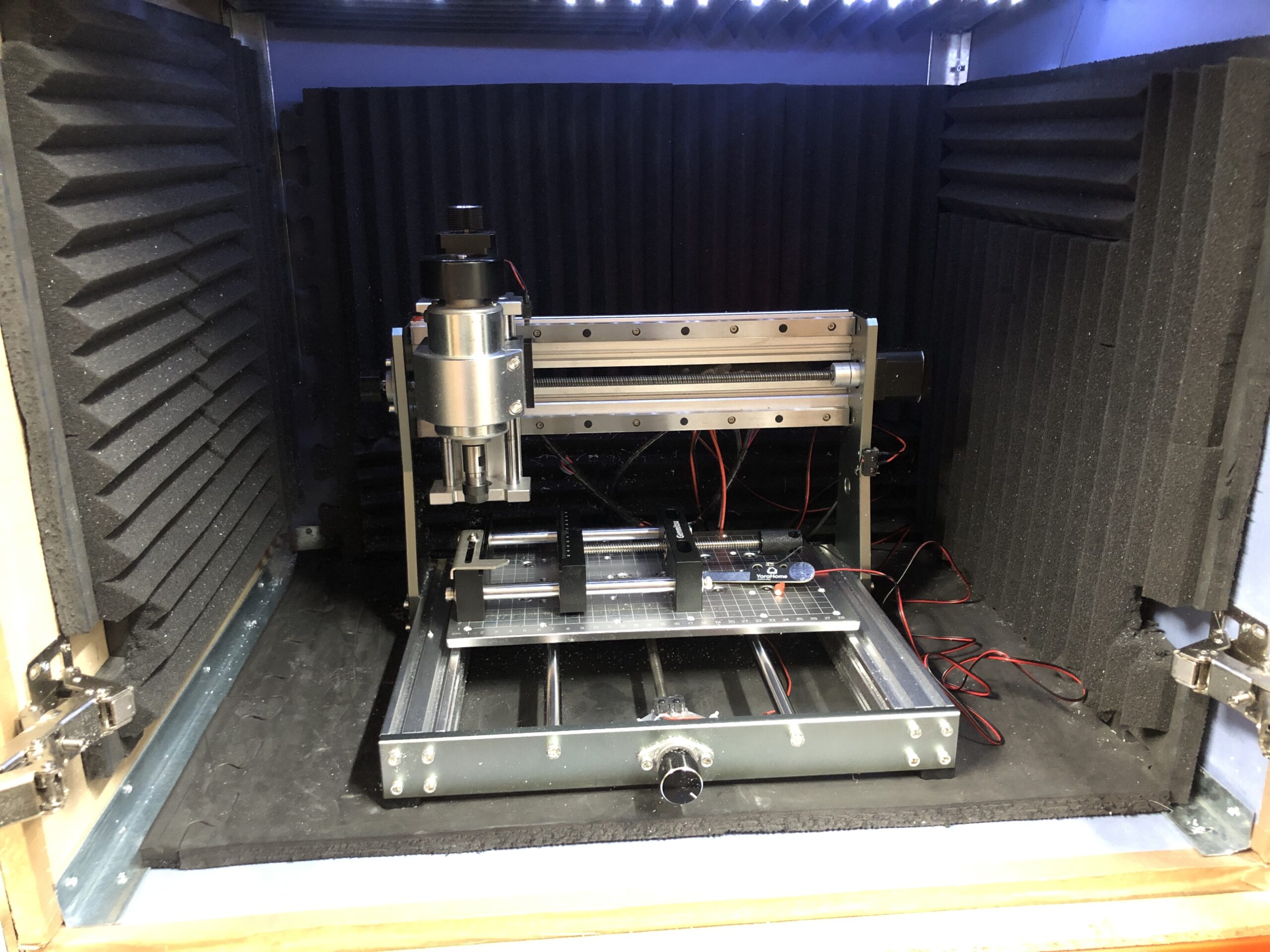
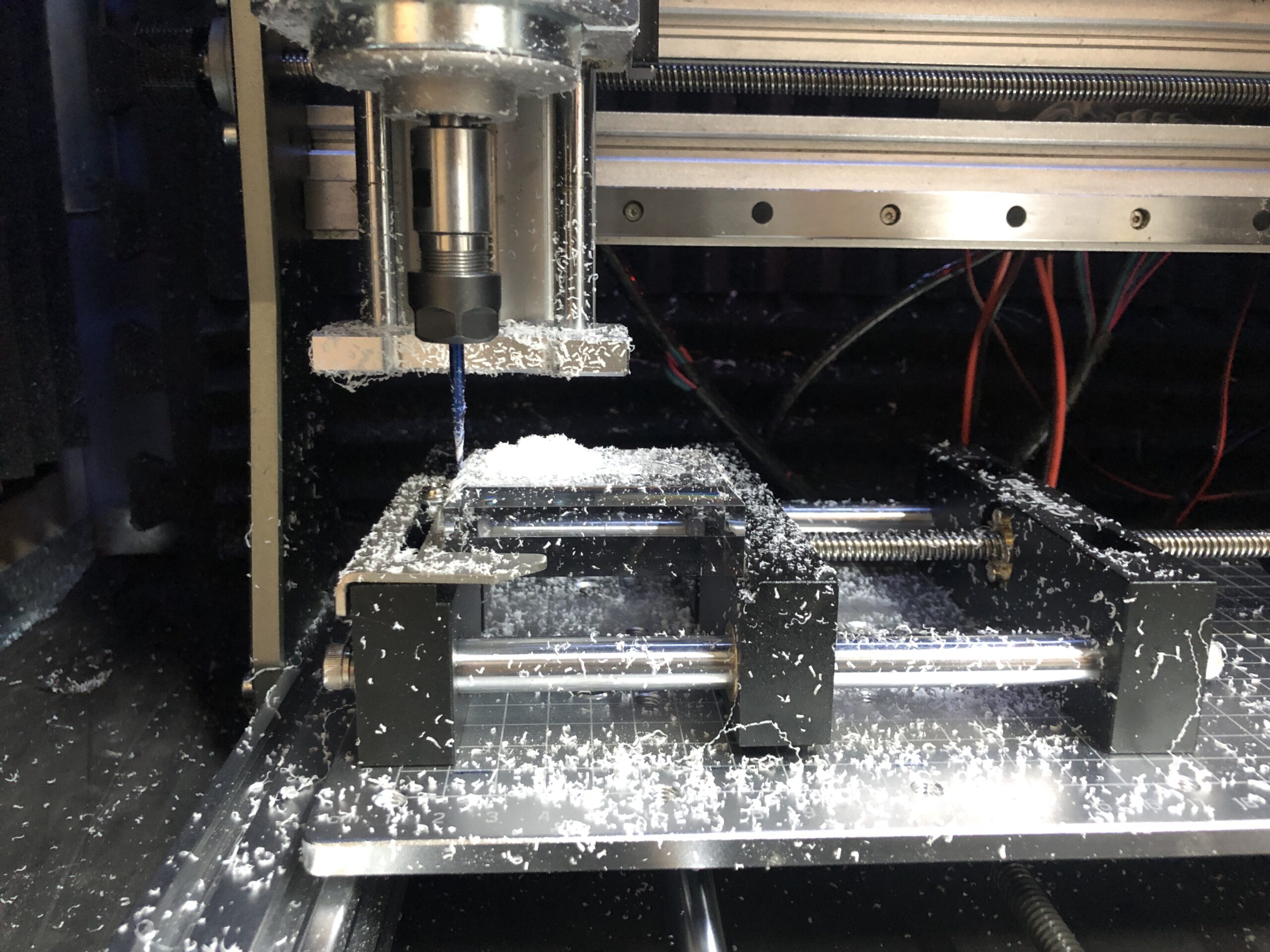
CNC Genmitsu 3020 pro-max.
Mordaza de tornillo para sujetar las peanas.
📸 Fotografías realizada por Buenabase.
Imágenes disponibles bajo licencia Creative Commons BY-NC-SA 4.0.
Los productos mostrados en las imágenes son propiedad de su respectiva marca.
Esta imagen se utiliza con fines informativos, sin relación comercial con dicha marca.
Recomendaciones iniciales antes de empezar a mecanizar
Una cosa que durante meses pasé por alto fue revisar la configuración de los parámetros de la CNC. Supongo que como casi todo el mundo comencé a hacer pruebas y a mecanizar tal como salió de la caja la máquina. Sin embargo, para obtener mayor precisión en los trabajos es fundamental calibrar bien la CNC (James Dean explica muy bien cómo hacerlo: Calibrating your CNC axis and steps – Beginners guide). Esto optimiza los tiempos y mejora los resultados del trabajo.
Para la 3020 pro-max de Genmitsu, con un área de trabajo de 300x205x78mm y un husillo o spinddle de 300w que alcanza las 12000 RPM, después de ir probando como indica James Dean, los parámetros quedaron fijados en:
- Aceleración ejes x, y, z: 500mm/s
- Máxima velocidad de avance ejes x e y: 1500mm/min
- Máxima velocidad de avance eje z: 800mm/min
También es importante familiarizarse con los conceptos como la velocidad de avance, el arranque por diente o carga de viruta o la velocidad de corte. Tecnocorte tiene un post muy ilustrativo sobre estos parámetros: https://www.tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/#Velocidad_de_corte_Vc. También podemos repasar los manuales del Certificado de Profesionalidad de Mecanizado por Arranque de Viruta (están en Amazon, en KindleUnlimited) que, aunque van enfocados al mecanizado de metal, permiten tener una visión general de los procesos.
Quiero reiterar que toda la información que voy a compartir es orientativa, basada en la experiencia personal, y que cada máquina, incluido el mismo modelo, puede requerir ajustes diferentes. Por lo que si te animas a probar siempre con paciencia y bajo tu propia responsabilidad.
Cómo mecanizar metacrilato con Easel Pro
Easel es un software muy intuitivo que en su versión pro permite mecanizar modelos 3D. El coste es de 24$ al mes, aunque si te suscribes por tres años baja a 16,63$/mes.
Su sencillez lo convierte en una gran opción para empezar. Existen otras alternativas, incluidas gratuitas, pero por el momento Easel es el software con el que he trabajado.
Con Easel trabajamos en la nube, por lo que se requiere conexión a internet en el lugar en el que tengamos nuestra CNC. Si no conoces Easel te invito a familiarizarte con su interfaz y a instalar el controlador para poder configurar tu máquina. Ofrecen un mes de prueba de la versión Pro, suficiente para las primeras pruebas. Además, cuentan con comunidad y tutoriales que ayudan bastante a dar los primeros pasos.
Configurar el área de trabajo en Easel
Para empezar, y tras conectar la CNC y realizar el homing (con el que le indicamos a la CNC dónde están los límites del área de trabajo), tenemos que configurar el área de trabajo:
- Lo primero es pasar las unidades de trabajo a mm, ya que por defecto se abre en inches.
- A continuación, seleccionamos el tipo de material (CAST ACRYLIC) y definimos las dimensiones, que variarán en función del tamaño de la peana que hayamos escogido. Hay que tener en cuenta que si la peana es biselada debemos ajustar las dimensiones descontando los biseles.
- Una vez configurada el área de trabajo importamos el modelo, para ello abrimos un nuevo proyecto e importamos desde el menú lateral IMPORT>3D STL desactivando la opción de escalar el modelo para que se ajuste al material.
Ajustes del modelo en Easel
Tras importar el modelo debemos ajustarlo, para ello aplicamos los siguientes parámetros:
- Orientación: Top
- Ajustamos la posición del modelo restando la altura del modelo a la altura de la peana, ese será el valor es el que deberemos introducir en Z, ya que al insertar el modelo el programa lo alinea al suelo de la base, y queremos que esté alineado a la cara superior.
- En el estilo de corte (cut style) seleccionamos: Model Boundary Relief
- En Cut Depth: insertamos la medida del espesor de la peana.
- Padding, lo dejamos en 0.
- El finishing toolpath tiene más sentido en madera, para seguir la dirección de la veta, pero a nosotros nos gusta como se ve con el de 45°.
Ajustes de los paths de mecanizado
El cajeado constará de dos fases. La primera desbasta y la segunda refina, lo que supone realizar un cambio de fresa durante el mecanizado.
Una vez ajustado el modelo debemos configurar las fresas que vamos a utilizar. Para ello primero tenemos que grabar las fresas de las que disponemos en el Toolbox de Easel. Solo hay que añadir una nueva fresa (custom) indicando el tipo y su diámetro de corte. Seleccionadas las fresas, definiremos sus parámetros de trabajo.
- Para el desbaste trabajamos con una fresa flat nouse de 1/8 (3,175mm) de 1 flauta, para facilitar la evacuación de la viruta.
- En cuanto a la configuración de la pasada de desbaste:
- Fijamos una velocidad de avance (feed rate) de 800mm/min
- Una profundidad de pasada (Depth per pass) de 0.5mm
- Una velocidad de giro del cabezal (spindle speed) de 9000 rpm
- Para el acabado trabajamos con una fresa ball nouse de 1mm y 2 flautas.
- En cuanto a la configuración de la pasada de acabado:
- Fijamos una velocidad de avance (feed rate) de 400mm/min
- Una velocidad de giro del cabezal (spindle speed) de 6000 rpm
Definidos todos los parámetros generamos la previsualización de las rutas de corte (generate toolpaths) para ver los tiempos y los acabados.
Colocar y fijar la peana de metacrilato en la CNC
Antes de iniciar el mecanizado debemos fijar el material a la mesa de trabajo para evitar que se mueva y obtener un buen acabado. Para ello lo más recomendable es utilizar una mordaza, o abrazaderas.
Si no disponemos de estos elementos de sujeción podemos utilizar la técnica de la cinta de carrocero, que consiste en aplicar una capa de cinta de carrocero o pintor sobre la mesa de la CNC, y otra capa sobre la base de la peana, uniendo ambas piezas con cianoacrilato.
Iniciar el proceso de cajeado
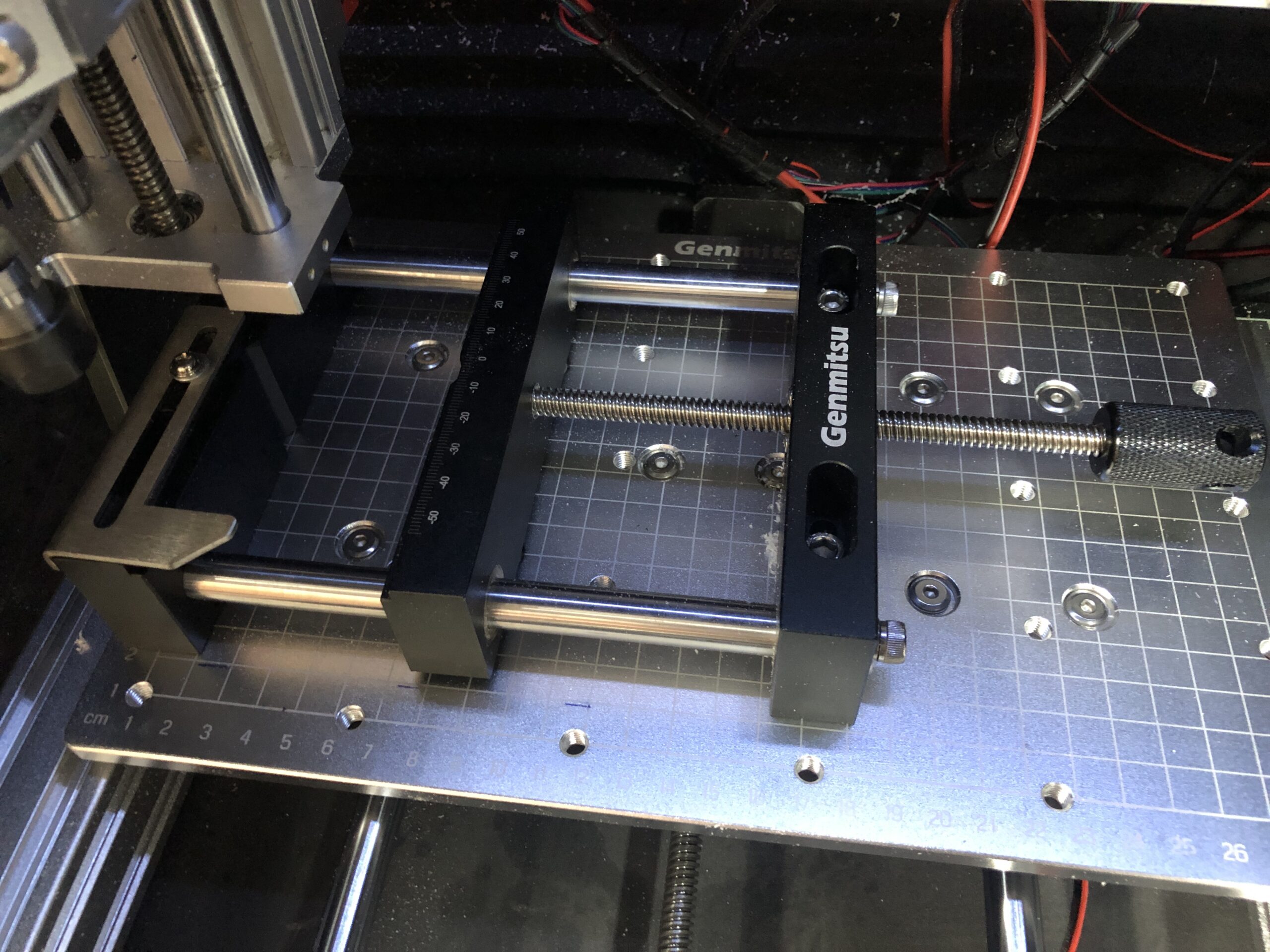
1.Colocamos la broca de desbaste y usando los controladores del monitor del ordenador alineamos los ejes x e y con la esquina inferior izquierda de la peana. El objetivo es definir el cero pieza. Si la peana tiene bisel, el cero pieza coincidirá en la esquina inferior izquierda pero de la superficie plana de la cara superior (descontando los biseles)
2.A continuación, si la utilizamos, colocamos la sonda z, o z-probe, entre la fresa y el metacrilato para definir el cero pieza en el eje z.
📸 Fotografía realizada por Buenabase. Imagen disponible bajo licencia Creative Commons BY-NC-SA 4.0. El producto mostrado en la imagen es propiedad de su respectiva marca. Esta imagen se utiliza con fines informativos, sin relación comercial con dicha marca.
3.Ordenamos a Easel iniciar el proceso de fresado y seguimos las instrucciones que van apareciendo en la pantalla: confirmar el espesor del material, el tipo de broca, y si deseamos realizar la prueba z con la sonda o de forma manual.
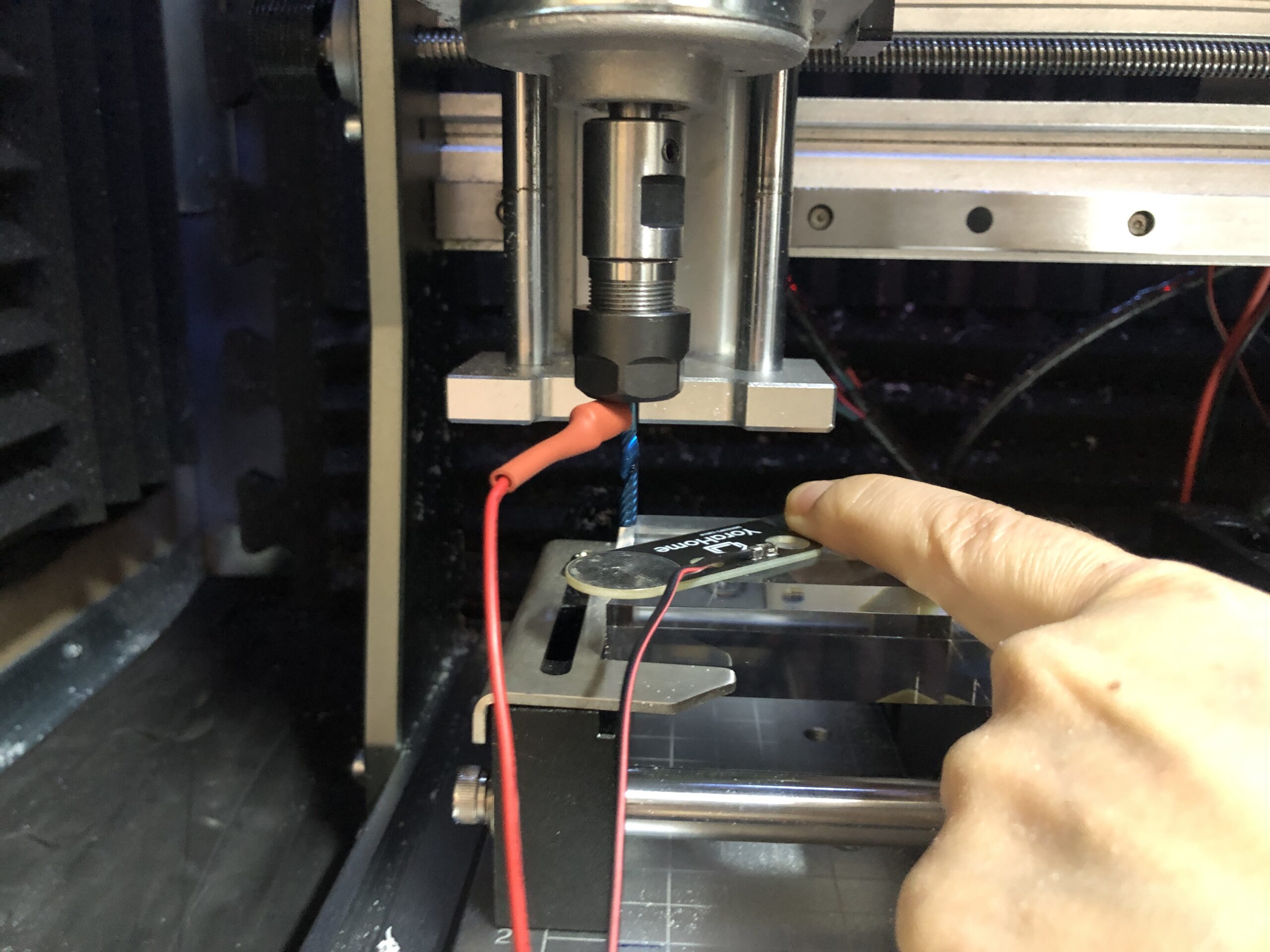
4.Prueba z: Si no disponemos de sonda, o la sonda es muy gruesa (las sondas habituales llegan a tener un espesor de 2cm o más) y no nos cabe (si utilizamos mordaza podemos quedarnos muy justos de espacio) podemos usar la técnica manual de la hoja de papel para ajustar el eje z del cero pieza. Para ello colocamos un trozo de papel sobre la peana y bajamos el eje z hasta que la fresa roce el material y al estirar del papel rasgue sin llegar a quedarse enganchado.
5.Si disponemos de sonda siempre es mejor calibrar el eje z con ella, sobre todo teniendo en cuenta que cambiaremos de broca y deberemos repetir el procedimiento de calibración del eje z, sin mover los ejes x e y. Una sonda z que funciona muy bien en estos casos es la sonda de YoraHome, tanto por lo fina que es, como por su forma, que facilita su agarre durante la realización de la prueba.

📸 Fotografía realizada por Buenabase. Imagen disponible bajo licencia Creative Commons BY-NC-SA 4.0. El producto mostrado en la imagen es propiedad de su respectiva marca. Esta imagen se utiliza con fines informativos, sin relación comercial con dicha marca.
6.Una vez calibrado el eje z procedemos a iniciar el mecanizado de desbaste.
7.Tras el desbaste tenemos que elevar el eje z desde el panel de control del ordenador y cambiar la broca. Insertaremos la ball nouse de 1 mm y realizaremos un work zero, para que la CNC vuelva hasta los limitadores y regrese al punto de inicio del trabajo de desbaste (nuestro cero pieza).
8.A continuación, repetiremos la prueba z con la sonda para ajustar el eje z e iniciaremos la fase de refinado. Durante la fase de refinado debemos vigilar la acumulación de viruta y si es necesario aspirar con cuidado, y sin interferir con la máquina, para evitar que se derrita el metacrilato.
📸 Fotografía realizada por Buenabase. Imagen disponible bajo licencia Creative Commons BY-NC-SA 4.0. El producto mostrado en la imagen es propiedad de su respectiva marca. Esta imagen se utiliza con fines informativos, sin relación comercial con dicha marca.
9.Finalizado el proceso de cajeado liberaremos la peana y la limpiaremos con una brocha para retirar las virutas del interior de la base. Ya solo queda comprobar si el encaje entre peana y mineral es bueno.
Para evitar que la peana se raye al moverla podemos colocarle un vinilo transparente en la base o unas gotas de silicona adhesivas.
Referenecias:
- Primeros pasos con Easel: https://support.easel.com/hc/en-us/articles/360012848233-Start-Carving-in-Easel
- Cómo diseñar con Easel: https://support.easel.com/hc/en-us/articles/360012593273-Designing-in-Easel
- Velocidad de corte y de avance en fresadora CNC: como calcularlas fácilmente https://www.tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/#Velocidad_de_corte_Vc
- Calibrating your CNC axis and steps – Beginners guide https://www.youtube.com/watch?v=nGwUf8uNWBU
- Two-Stage Carves (Roughing and Detail Carves) https://support.easel.com/hc/en-us/articles/360012453174-Two-Stage-Carves-Roughing-and-Detail-Carves
- YoraHome PCB Quick Probe https://yorahome.com/products/pcb-quick-probe?srsltid=AfmBOorY2ZclhviLEpBwZY2pGuNq_ZeDRH9EGcaoriOMmMdVNnBrZXF2&variant=44122940211413